Coupant
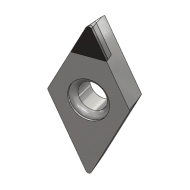
Plaquettes PCD
DCMW (PCD)

Coupant
Fabrication d'outils spéciaux
Fabrication d’outils spéciaux

Coupant
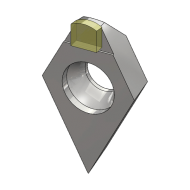
Plaquettes CBN
RNGN (CBN)
Coupant
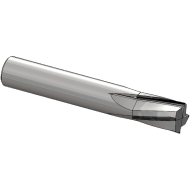
Fraises PCD et CBN
Fraise PCD à rainurer type G002
Coupant
Plaquettes PCD
VCMW (PCD)
Coupant
Plaquettes CBN
TCMW (CBN)
Coupant
Fraises PCD et CBN
Fraise PCD à contourner type G003

Coupant
Fraises PCD et CBN
Fraise PCD hémisphérique Z3 type G011
Coupant
Fraises PCD et CBN
Fraise PCD hélicoïdale 15° style veine type G010
Super finitions
Outils diamant naturel et monocristallin
Plaquette diamant naturel ou monocristallin
Coupant
Plaquettes PCD
CCMW (PCD)
Coupant
Plaquettes PCD


