Needle diamond dressing plate
Product information
Add references for which you want a devis
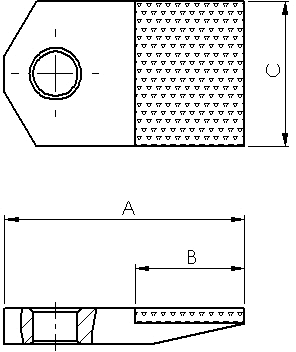
| Order reference | Grit size | Length A | Height of diamond B | Width C | |
|---|---|---|---|---|---|
| 50 3300 P2 G06 | G06 | 28 | 10 | 10 | |
| 50 3300 P2 G08 | G08 | 28 | 10 | 10 | |
| 50 3300 P2 G10 | G10 | 28 | 10 | 10 | |
| 50 3300 P2 G15 | G15 | 28 | 10 | 10 | |
| 50 3301 P2 G06 | G06 | 33 | 15 | 10 | |
| 50 3301 P2 G08 | G08 | 33 | 15 | 10 | |
| 50 3301 P2 G10 | G10 | 33 | 15 | 10 | |
| 50 3301 P2 G15 | G15 | 33 | 15 | 10 | |
| 50 3302 P2 G06 | G06 | 28 | 10 | 15 | |
| 50 3302 P2 G08 | G08 | 28 | 10 | 15 | |
| 50 3302 P2 G10 | G10 | 28 | 10 | 15 | |
| 50 3302 P2 G15 | G15 | 28 | 10 | 15 | |
| 50 3303 P2 G06 | G06 | 28 | 10 | 20 | |
| 50 3303 P2 G08 | G08 | 28 | 10 | 20 | |
| 50 3303 P2 G10 | G10 | 28 | 10 | 20 | |
| 50 3303 P2 G15 | G15 | 28 | 10 | 20 | |
| 50 3304 P2 G06 | G06 | 33 | 15 | 20 | |
| 50 3304 P2 G08 | G08 | 33 | 15 | 20 | |
| 50 3304 P2 G10 | G10 | 33 | 15 | 20 | |
| 50 3304 P2 G15 | G15 | 33 | 15 | 20 | |
| Other dimensions on request |
Complementary informations
- Bond P1 : Very good wear resistant bond
- Bond P2 : Good wear resistant bond
- Bond P3 : Usual wear resistant bond
- Bond P4 : Friable wear resistant bond
- Grain 03 : Small grain size
- Grain 07 : Fine to medium grain size
- Grain 08 : Medium grain size
- Grain 10 : Medium to coarse grain size
- Grain 12 : Coarse grain size
In overall:
The grain dressing plate has to be fixed so that its back touches the wheel with a 30° to 40° angle. It also has to work parallel to the axis of the wheel.
A consistent cooling allow a perfect dressing and enhance the tool life.
You can adjust the roughness by modifying the feed.
Dressing infeed = 0.005 à 0.02 mm
Feed: Vd = (Ns * 0.9) / 4 with Ns = Number of rev / min of the wheel