Plaquette lame à aiguilles diamants
Fiche produit
Ajouter les références pour lesquelles vous souhaitez un devis
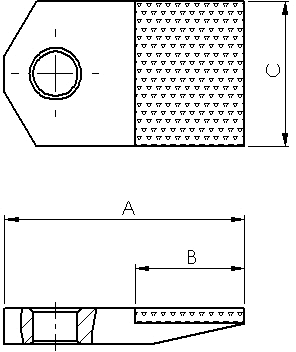
| Référence de commande | Granulométrie | Longueur A | Hauteur diamantée B | Largeur C | |
|---|---|---|---|---|---|
| 50 3300 P2 G06 | G06 | 28 | 10 | 10 | |
| 50 3300 P2 G08 | G08 | 28 | 10 | 10 | |
| 50 3300 P2 G10 | G10 | 28 | 10 | 10 | |
| 50 3300 P2 G15 | G15 | 28 | 10 | 10 | |
| 50 3301 P2 G06 | G06 | 33 | 15 | 10 | |
| 50 3301 P2 G08 | G08 | 33 | 15 | 10 | |
| 50 3301 P2 G10 | G10 | 33 | 15 | 10 | |
| 50 3301 P2 G15 | G15 | 33 | 15 | 10 | |
| 50 3302 P2 G06 | G06 | 28 | 10 | 15 | |
| 50 3302 P2 G08 | G08 | 28 | 10 | 15 | |
| 50 3302 P2 G10 | G10 | 28 | 10 | 15 | |
| 50 3302 P2 G15 | G15 | 28 | 10 | 15 | |
| 50 3303 P2 G06 | G06 | 28 | 10 | 20 | |
| 50 3303 P2 G08 | G08 | 28 | 10 | 20 | |
| 50 3303 P2 G10 | G10 | 28 | 10 | 20 | |
| 50 3303 P2 G15 | G15 | 28 | 10 | 20 | |
| 50 3304 P2 G06 | G06 | 33 | 15 | 20 | |
| 50 3304 P2 G08 | G08 | 33 | 15 | 20 | |
| 50 3304 P2 G10 | G10 | 33 | 15 | 20 | |
| 50 3304 P2 G15 | G15 | 33 | 15 | 20 | |
| Autres dimensions sur demande |
Informations complémentaires
- Liant P1 : Liant très tenace
- Liant P2 : Liant tenace
- Liant P3 : Liant standard
- Liant P4 : Liant friable
- Granulomètrie 03 : Grosseur des grains faible
- Granulomètrie 07 : Grosseur des grains faible à moyenne
- Granulomètrie 08 : Grosseur des grains moyenne
- Granulomètrie 10 : Grosseur des grains moyenne à forte
- Granulomètrie 12 : Grosseur des grains forte
En général:
Fixer le carreau diamanté de façon que le dos de celui-ci touche en premier la meule avec un angle de 30 à 40°. On obtient ainsi un dressage optimale. Le carreau doit être monté verticalement pour travailler de part et d’autre de la hauteur de l’axe de la meule.
La vitesse périphérique de la meule lors du passage est égale à la vitesse périphérique de la meule lors du rectifiage.
Un arrosage conséquent permet un dressage parfait et une longévité accrue de l’outils de dressage.
La rugosité de la surface rectifiée peut être modifiée par l’avance de dressage.
Incrément de dressage Ad = 0.005 à 0.02 mm
Avance d’outil diamanté Vd = (Ns * 0.9) / 4 avec Ns = Nombres de tr/min de la meule.