Aéronautique composites
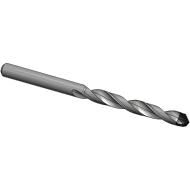
Forêts PCD hélicoïdaux
Forets PCD hélicoïdaux monobloc type G021
Aéronautique composites
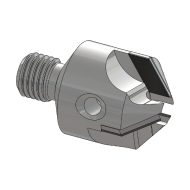
Fraises à fraisurer
Fraise PCD à pilote rapporté type G004

Aéronautique composites
Outils carbure
Foret dague carbure aléseur Z4
Aéronautique composites
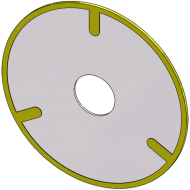
Produits électro-déposé pour matériaux composites et fibres de verre Disques
Disque à jante continue avec 3 renforts diamantés

Aéronautique composites
Forêts PCD hélicoïdaux Fraises à fraisurer
Foret fraisureur PCD Z1 type G022
Aéronautique composites
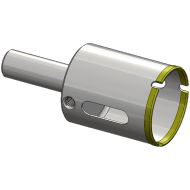
Scies cloche Produits électro-déposé pour matériaux composites et fibres de verre
Scies cloches
Coupant
Fraises PCD et CBN
Fraise PCD à rainurer type G002
Aéronautique composites
Produits abrasif projetés Produits électro-déposé pour matériaux composites et fibres de verre
Fraise de détourage diamantée
Coupant
Fraises PCD et CBN
Fraise PCD hélicoïdale veine type G012
Aéronautique composites
Outils carbure
Alésoir carbure à entrée conique
Aéronautique composites
Outils carbure
Fraise carbure à détourer bout lime
Aéronautique composites
Outils carbure


