Product information
Add references for which you want a devis
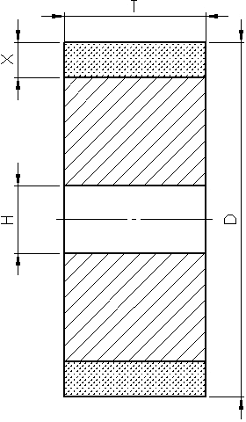
| Order reference | Grain | Wheel diameter D in mm | Material thickness T in mm | Bore diameter H in mm | Facing depth X in mm | |
|---|---|---|---|---|---|---|
| 1A1025206350501 | B76 | 25 | 20 | 6,35 | 5 | |
| 1A1025206350502 | B126 | 25 | 20 | 6,35 | 5 | |
| 1A1025256350501 | B76 | 25 | 25 | 6,35 | 5 | |
| 1A1025256350502 | B126 | 25 | 25 | 6,35 | 5 | |
| 1A1030209520501 | B126 | 30 | 20 | 9,52 | 5 | |
| 1A1035209520501 | B126 | 35 | 20 | 9,52 | 5 | |
| 1A1035209520502 | B181 | 35 | 20 | 9,52 | 5 | |
| 1A1040209520501 | B126 | 40 | 20 | 9,52 | 5 | |
| 1A1040309520501 | B126 | 40 | 30 | 9,52 | 5 | |
| 1A1050209520501 | B126 | 50 | 20 | 9,52 | 5 | |
| 1A1060201900501 | B126 | 60 | 20 | 19,05 | 5 | |
| 1A1250200760501 | B126 | 250 | 20 | 76 | 5 | |
| 1A1350201270501 | B126 | 350 | 20 | 127 | 5 | |
| Other dimensions on request |
Complementary informations
| Grain group | Fine | Medium | Coarse | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Micron size | 28/20 | 40/28 | 50/40 | 63/50 | 80/63 | 100/80 | 125/100 | 160/125 | 200/160 | 250/200 | 315/250 |
| CBN FEPA standard |
B39 | B46 | B54 | B64 | B76 | B107 | B126 | B151 | B181 | B252 | B301 |
| PIECES | B39 | B46 | B54 | B64 | B76 | B107 | B126 | B151 | B181 | B252 | B301 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| General hard steel | Extra fine finishing | Super Finishing | Super Finishing | Finishing Ra<0,2 | Finishing Ra<0,3 | Finishing Ra<0,4 | 1/2 Finishing Ra=0,4 | 1/2 Roughing Ra=0,6 | Roughing Ra>0,8 | Roughing Ra>1,2 | Roughing Ra>1,6 |
| Hard chrome | Extra fine finishing | Super Finishing | Super Finishing | Finishing Ra<0,2 | Finishing Ra<0,3 | Finishing Ra<0,4 | 1/2 Finishing >0,4 | Roughing Ra>0,6 | Roughing Ra>0,8 | Roughing Ra>1,2 | Roughing Ra>1,6 |
| Ceramic pieces | Extra fine finishing | Super finishing | Finishing | 1/2 Finishing | Roughing | ||||||
| Thread profile leading screw external | Extra fine finishing | Super Finishing | Super Finishing | Finishing | Finishing | 1/2 Finishing | Roughing | ||||
| Thread profile leading screw internal | Super finishing | Super finishing | Finishing | Finishing | Roughing | Roughing |
| Machining type | Wheel rotation velocity in m/sec | Workpiece rotation velocity in m/mn | Longitudinal feed in m/min | Transversal feed in mm/stroke | Circular feed en m/mn | Grinding depth in mm/double stroke |
|---|---|---|---|---|---|---|
| Circular external grinding |
30-35 | 10-25 | 0,5-10 | 0,01-0,05 | ||
| Circular internal grinding |
8-35 | 10-30 | 0,3-1,0 | 0,002-0,005 | ||
| Surface grinding |
30-35 | 8,0-10 | 0,3-0,6 | 0,04-0,1 | ||
| Screw grinding |
30-45 | 0,2-0,5 | 0,4 Maxi | |||
| Grinding of involute profile of blade |
25-35 | 0,5-0,8 | 0,6 | 0,03-0,05 | ||
| Sharpening hob cutters |
25-35 | 0,2-0,4 | 0,03-0,05 | |||
| Front face sharpening |
35-40 | 1,0-2,0 | 0,03-0,08 | |||
| Grinding profil of screw bearing |
30-35 | 0,4-0,8 | 0,05-0,1 | |||
| Slot grinding | 25-30 | 2-2,5 | 0,01-0,06 |
The whell can be dressed with
- a diamond single point dresser
- a steel crushing roller
- a diamond rotary dresser.
It’s preferable to use a full oil coolant but a solution of 6% oil can be used.